

Machine Vision Systems in the Food and Electronics Industries: When rule-based is enough, and when AI Is required
- beszerzes1
- Mar 20
- 10 min read

Visual quality inspection is no longer purely a human task. Production lines are getting faster, quality expectations are becom

ing stricter, and defects are becoming smaller and harder to detect. In this environment, the key question is no longer whether machine vision should be used, but whether a rule-based image processing approach, AI-based evaluation, or a hybrid of the two is the right choice for a given use case. This article provides practical decision criteria, especially for decision-makers in the food and electronics industries.
Estimated reading time: 7-8 minutes.
Visual inspection is no longer only a capacity issue, but also a risk issue
A defective package, incorrect labeling, or an unnoticed soldering defect is no longer just scrap. It can lead to customer complaints, product recalls, audit risk, production-line rework, and later field failures. Quality inspection is therefore not merely a support activity, it is a business and reputational safeguard.
In many plants, visual inspection is still partly or fully operator based. This may seem flexible in the short term, but in the long term the same issues appear:
human attention declines, especially in monotonous, high-volume inspection tasks
decision quality can vary by shift and by operator
defect documentation and traceability are often incomplete
maintaining a stable quality level at line speed is difficult
This is usually where the need for machine vision emerges, but the next decision is even more important:
Which vision technology should be used for automation?
In practice, there are three levels to choose from:
1. Operator inspection: decisions are made entirely by humans.
2. Rule-based image processing: evaluation is based on predefined conditions.
3. AI-based evaluation: the system learns what is acceptable and defective from examples.
The optimal solution is not always the most advanced one. For simple, well-defined tasks, a rule-based system can be faster, more cost-effective, and easier to explain. In other cases, however, task variability or defect characteristics mean that only AI can deliver stable results. The key to a good investment decision is understanding this boundary clearly.
There is also an important intermediate case: when a task is still technically solvable with rule-based logic, but the required logic becomes overly complex, needs constant fine-tuning, and must be revised with every new product variant or defect type. In these situations, the primary question is not whether the task is solvable in a classical way, but whether it is economically and operationally sustainable. In many such cases, AI is not the better option because it is the only thing that works, but because it is simpler, more flexible, and requires less engineering intervention over the long term.
What can machine vision do in each industry?

In the food industry, visual inspection serves safety, compliance, and aesthetic goals at the same time. It is not enough to filter severe defects; in many cases, it is also critical that products appear consistent and trustworthy to consumers.
Packaging integrity inspection: sealing defects, deformation, tearing, poor weld quality. If the defect can be described geometrically or by a clearly separable pattern, a rule-based approach is often sufficient.
Label and print quality inspection: is the label in the correct position, is the date readable, is the code correct. For fixed-position, standardized products, rule-based systems are typically effective here, often combined with OCR or reference matching.
Surface defects, discoloration, contamination: natural variability is often high here. Different shades, textures, natural raw materials, and changing reflections appear. AI is generally more robust in these cases because it does not rely on a single threshold.
Shape and size inspection: when the acceptable state is clearly measurable, rule-based inspection is fast and cost-efficient. If product shape naturally varies, AI can deliver more robust decisions.
In food manufacturing, an additional value of visual systems is that they do not only filter defects; they also generate data. Defect statistics, shift-level trends, production-line deviations, and traceable image evidence can support preparation for HACCP, BRC, and customer audits.
In electronics manufacturing, reliability often depends on microscopic deviations. A missing component, a rotated part, or questionable solder appearance may not cause immediate failure, but can lead to serious field issues.
Typical tasks:
Component presence and position: is the correct component present in the correct location and orientation. This is typically well suited to rule-based automation if visual conditions are stable.
Solder quality inspection: the difference between good and suspicious solder often cannot be described with a few simple dimensions. AI is particularly strong here because it can learn patterns recognized by expert human inspectors.
Surface defects, cracks, scratches: for subtle defects with variable reflection, classical threshold logic is often unreliable. AI provides better generalization.
Assembly conformity checks: verify whether everything is in place relative to a reference condition. In many cases, a hybrid model performs best: positioning is rule-based, while deviation classification is AI-based.
In electronics manufacturing, reliable inspection usually depends not only on software but also on optical setup quality: camera, lens, lighting, distance, and vibration stability. Neither rule-based nor AI systems can make good decisions from poor image quality.
In a typical electronics use case, component presence and rotation can still be checked effectively with reference-based logic, while solder quality assessment is often too subtle and variable for that. In such cases, the best outcome does not come from replacing everything with AI. Instead, simple, well-formalized checks remain in classical logic, while AI is applied to the more complex quality decisions. This reduces overall system complexity while improving detection of truly critical defects.
Return of investment for visual quality inspection systems
Visual quality inspection projects are often evaluated only through scrap reduction. In practice, return on investment is created through multiple channels.
One of the most direct effects is reducing the cost of late-detected defects. The cost of a defect passing through a production line is usually orders of magnitude higher than the cost of early rejection. Rework, recalls, logistics impact, and reputational damage can often exceed manufacturing value several times over.
Another major factor is the cost of false alarms and manual re-inspection. If an inspection process produces too many uncertain cases, operator rechecks slow production and increase labor demand. A stable visual system reduces this fluctuation and makes quality control more predictable.
The third value of visual systems is data. Image-based defect documentation and trend tracking make early identification of production issues possible. In many cases, process deviations that were previously hidden become visible within the first months.
In industrial projects, ROI therefore typically comes from three sources:
fewer escaped defects and complaints
lower direct labor demand in inspection
faster root-cause identification in production
In most successful deployments, payback comes from a combination of these factors rather than one.
Robot-Service experience: AI-based inspection in rule-driven architectures
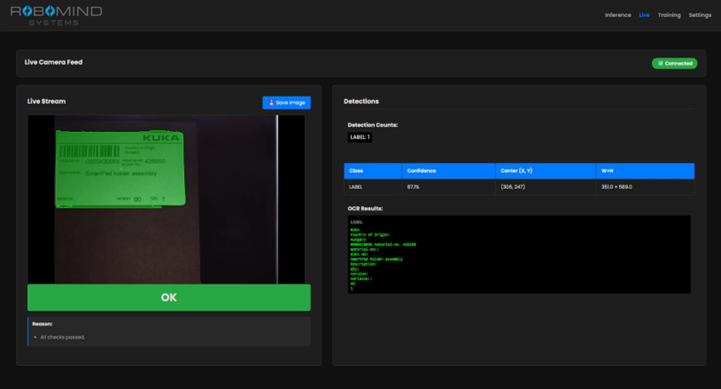
In industrial environments, high-performing visual inspection systems are rarely built on purely classical image processing or purely complex neural networks. In practice, the most robust solutions use a hybrid architecture where a lightweight AI model optimized for object detection provides primary visual information, which is then interpreted by rule-based decision logic in the context of the production process.
In this approach, AI does not make the final production decision on its own, instead, it provides structured input to a deterministic logic layer.
Typical division of responsibilities:
a simple real-time object detection model identifies relevant components, features, or potential defects in the image
structured outputs from detection (position, count, size, relative placement) are processed by rule-based logic
the production decision (e.g., OK/NOK, reject handling, trend report) is generated in the logic layer integrated with line control
This architecture offers several advantages in industrial settings:
AI focuses only on visual pattern recognition, not full process logic modeling
the system remains transparent and validatable because decision criteria are explicit
compute demand stays low, since lightweight detector models are often sufficient
In a typical rollout strategy, the system is first piloted on a clearly defined inspection point where the detector model and associated rule set can be validated. After stable operation is proven, the solution can be expanded modularly to additional defect types, product variants, or inspection points.
In Robot-Service projects, this approach is especially important because it enables early measurement of accuracy, reject logic performance, and operational support requirements already during the pilot phase.
How to decide whether you need rule-based inspection or AI
1. Start from defect definition, not from technology
The first question is not "Can we use AI?", but "What exactly counts as a defect?" If a defect can be stably described by size, distance, position, color, or simple shape, there is a good chance a rule-based system is sufficient.
If, however, the decision sounds like:
"this surface looks suspicious"
"this solder joint does not look right"
"this one is still acceptable, that one is not"
then you are usually dealing with expert visual pattern recognition that is hard to translate into explicit rules. In such cases, AI should be considered.
2. When is rule-based image processing a good choice?
Rule-based solutions are strong when:
the camera image environment is stable
the acceptable condition is clearly definable
there are few product variants
fast explainability and easy validation are important
only limited training data is available
Its advantage is rapid deployment, operation with minimal data, and clear decision criteria for quality teams. This makes it an excellent starting point for many measurement, presence, and position verification tasks.
3. When is it worth switching to AI?
AI is justified when a rule-based system can only be sustained with major compromises, or when it is already clear that long-term stability will be insufficient. It is important to note that this often becomes visible only in real production, because rule-based approaches can be implemented quickly and may work well under controlled conditions, yet fail to remain robust under actual plant variability.
Another critical factor is what kind of AI solution you switch to. If the "good" condition has substantial visual variability, a simple embedded smart-camera approach is usually not enough, and a more advanced trainable model architecture is required.
Typical signs:
high false alarm rate
continuous reprogramming for new defect types
high lighting variability or product variability
experts can visually distinguish good vs. bad, but cannot define stable rules
the boundary between "good" and "bad" is more experience-based than geometric
AI's strength is generalization. With sufficient and properly curated image data, it can recognize patterns that threshold-based or fixed-rule logic can only handle with limited reliability. This includes a common industrial case where engineers could still build a working rule set, but only with too many exceptions, parameters, and post-deployment corrections. On paper, this may not be an "AI-mandatory" task, but in practice AI can make the project simpler, deployment faster, and post-go-live tuning lighter. In other words, AI is worth considering not only when classical approaches fail completely, but also when rule-based implementation is technically possible yet operationally difficult.
4. When is a task solvable only with AI?
There are situations where rule-based logic is not just weaker, but practically unsustainable. Examples include:
subtle surface defects against changing backgrounds
many visually different manifestations of the same defect condition
texture or shading deviations experts can see but cannot formalize
quality decisions based on prior examples and expert acceptance criteria
In such cases, AI is not an add-on, it is the only realistically scalable approach.
5. What should you focus on during implementation?
Whether rule-based or AI-based, outcomes are determined by the same fundamentals:
Lighting: many projects succeed or fail here.
Image quality: resolution, shutter speed, lens, distance, focus.
Integration: what the system should do on defect events, and where data should go.
Validation: acceptable accuracy, false positive, and false negative levels.
Operations: who handles changes, new product variants, and new defect types.
For AI systems, data quality is an additional critical factor. It is not enough to have many images, you need high-quality, diverse, correctly labeled examples. If training data is biased or noisy, model behavior in production will also be unstable.
6. How should you start a pilot project?
Many companies make the mistake of aiming for full line coverage in the first project. A better approach is usually to start with a clearly bounded, business-relevant inspection point. Choose a task where:
defects create real business cost
sufficient data is available or can be collected quickly
production conditions are relatively stable
outcomes can be measured objectively
A well-structured pilot is not only a technical test. It also provides evidence of achievable accuracy under real conditions, required engineering fine-tuning, line response to reject handling, and what data should be tracked long term. This is especially important for AI, where performance after deployment still depends on production changes.
7. What is the business value of a strong visual inspection system?
Payback should not be measured only by the number of rejected defects. A well-designed system typically creates value on multiple levels:
reduced manual inspection load and variability
improved traceability and auditability
faster identification of production trends and root causes
lower complaint risk and fewer late escaped defects
more stable quality data for continuous improvement
Business impact is highest where defect escape cost is significantly higher than inspection cost.
8. Quick decision filter for managers
If it is still unclear which direction to take, the following short checklist is a practical first filter:
If defects are clearly measurable or position-based, start with a rule-based approach.
If experts say "I can see it immediately, but it is hard to define," AI is likely needed.
If rule-based implementation is possible but requires heavy parameterization, exception handling, and constant tuning, AI can simplify the system.
If there are many product variants, frequent changeovers, or variable surface appearance, AI advantages increase quickly.
If defective sample volume is low, start with a rule-based pilot and collect data for AI in parallel.
If escaped-defect cost is very high, include risk reduction value in the business case, not only system CAPEX.
This quick filter does not replace technical feasibility assessment, but it helps ensure projects are initiated based on production logic rather than technology trend.
Closing Remarks
Automating visual quality inspection is not about selecting a single technology. It is about selecting the right method for each defect type. If the task is simple and clearly formalizable, rule-based systems are fast, transparent, and economical. If decisions rely on expert visual judgment, patterns, and diverse defect images, AI is the better or only viable path. The best industrial systems usually combine both.
To make the right decision, define defect criteria, environmental constraints, required accuracy, and integration needs early in the project. This is how you build systems that are not only technically functional, but also operationally and economically sustainable.
Related Solutions
Robot-Service Kft. supports industrial automation and visual inspection projects from concept to deployment. If you want to assess whether rule-based image processing, AI, or a hybrid approach is right for your process, we can support you with practical implementation experience.
AI and software development competencies are reinforced by ROBOMIND Systems, the Robot-Service subsidiary established for AI applications and software engineering. This enables coordinated handling of both industrial integration and AI/software aspects in visual inspection projects.
Our key services:
Feasibility and ROI analysis: defining what should be automated, with which technology, and with what business outcome.
Design and integration of visual quality inspection systems: covering camera, lighting, software, and production-line integration.
AI integration into existing inspection systems: when defects are visually observable in an existing camera setup, AI augmentation can significantly improve detection accuracy and automation level. This enables higher quality performance while retaining existing infrastructure, with lower investment and faster rollout.
Post-deployment support: validation, fine-tuning, documentation, and operational support.


Comments